کنترل فرایند اماری (SPC) در مینی تب (قدم به قدم و تصویری)
کنترل فرایند آماری (SPC) در نرم افزار مینی تب
کنترل فرایند اماری در مینی تب،کنترل کیفیت آماری یکی از دروس تخصصی دوره کارشناسی رشته مهندسی صنایع می باشد که در این مقاله قصد داریم ابزارهای کنترل فرایند آماری را در نرم افزار مینی تب که یکی از نرم افزارهای پرکاربرد در شغل کنترل کیفیت است بپردازیم. این نرم افزار ابزاری برای کسانی است که به هرنحوی با علم آمار سروکار دارند.
خب بدون فوت وقت اموزش نرم افزار مینی تب را آغاز می کنیم.
در این آموزش به بررسی موارد ریز میپردازیم:
- کنترل فرآیند آماری
- برگه کنترل
- نمودار پارتو
- طریقه رسم نمودار پارتو در Minitab
- نمودار پارتو در بازه های زمانی و مکانی مختلف در Minitab
- نمودار علت و معلول (استخوان ماهی ایشی کاوا)
- ایجاد یک نمودار استخوان ماهی در Minitab
- نمودار تمرکز نقص ها
- نمودار پراکندگی(پراکنش-scatter plot)
- ضریب همبستگی
- طریقه رسم نمودار پراکنش (Scatter plot) در Minitab
- پیدا کردن ضریب همبستگی (correlation) در Minitab
کنترل فرآیند آماری( SPC )
از روش های بهبود کیفیت در حین فرآیند تولید میباشد که با شناسایی و حذف عوامل غیر تصادفی در فرآیند تولید باعث کاهش تغییر پذیری در فرآیند تولید می شود. ایشی کاوا معتقد بود که با ابزارهایی که در کنترل فرآیند آماری وجود دارد میتوان به طور قابل توجهی کیفیت فرآیند تولید را بهبود داد.
ابزار های قدرتمند مورد استفاده در SPC :
برگه کنترل :
هرگاه لازم باشد مهندسان کیفیت در مورد مسئله ای تصمیم گیری کنند باید داده هایی داشته باشند تا روش های لازم را در مورد آن داده ها بکار ببرند.پس برای جمع آوری داده ها برگه ها یا فرم هایی ایجاد می کنند که فقط مختص آن مسئله می باشد و در اختیار بازرسان و اپراتور ها قرار می دهند.
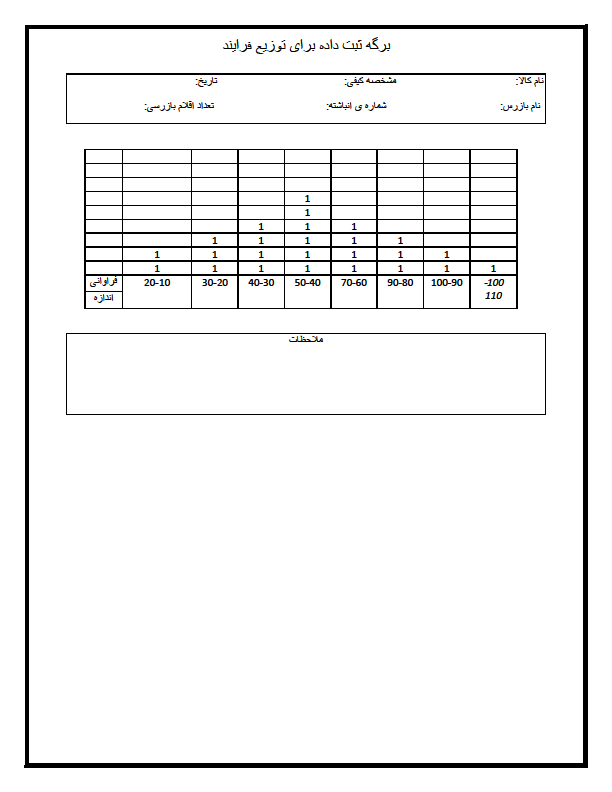
مثال : شکل زیر نشان دهنده یک برگه ثبت داده برای عیوب مخزن های تولید شده در سازمان کشتی سازی می باشد که توسط یکی از مهندسان آن جهت بررسی گونه های مختلف از عیوب این نوع مخزن می باشد که این برگه توسط بازرس مربوطه پر شده است.
| جمع | ۷ | ۶ | ۵ | ۴ | ۳ | ۲ | ۱ | |
| ۴ | ۲ | ۲ | ۱ | بخش های صدمه دیده | ||||
| ۱۰ | ۱ | ۳ | ۳ | ۲ | ۱ | مشکلات ماشینی | ||
| ۸ | ۱ | ۳ | ۲ | ۲ | جوشکاری بد | |||
| ۳ | ۱ | ۱ | ۱ | وجود مک در ریخته گری |
بازرس : تحویل گیرنده :
تاریخ ثبت : امضا و تایید بازرس :
برگه ثبت داده برای انواع عیوب در مخزن های تولید شده در شرکت کشتی سازی
طریقه رسم نمودار پارتو در Minitab :
مثال: فرض کنید شما به عنوان یک کارشناس کنترل کیفیت در یک شرکت تولید کننده ی قفسه کتاب کار می کنید .در بازرسی نهایی برخی از این قفسه ها به خاطر برخی دلایل مثل خراش برداشتن ، لب پریدگی ، خمیدگی یا تورفتگی مردود اعلام می گردند(دور ریخته میشوند).
حال می خواهید از نمودار پارتو برای مشاهده اینکه کدام خرابی بیشتر در فرآیند تولید شما نقش دارد استفاده کنید. همچنین در فرآیند تولید شما نقص هایی از قبیل نبود پیچ و گیره و … مشاهده میشود و شما میخواهید پی به اینکه کدام نقص بیشتر در فرآیند تولید اثر دارد، ببرید.
ابتدا شما تعداد دفعاتی که هرکدام از این خرابی ها و نقص ها اتفاق افتاده را میشمارید.سپس در worksheet علل هرکدام از این خرابی ها را در یک ستون Defect (نقص) و در ستون دیگر Damage (خرابی) مشخص می کنید که هر کدام از این خرابی ها مربوط به کدام یک از علل است.
- الف)مشخص کنید بیشتر عامل خرابی ها کدام نوع است.
- ب)مشخص کنید بیشتر نقص ها مربوط به کدام نوع نقص در قفسه کتاب است؟
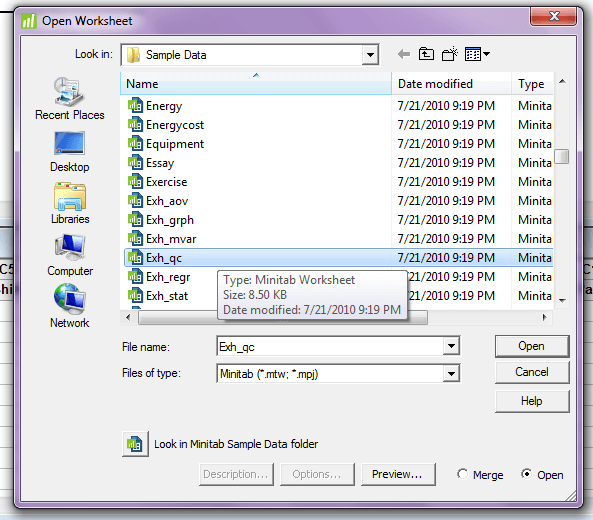
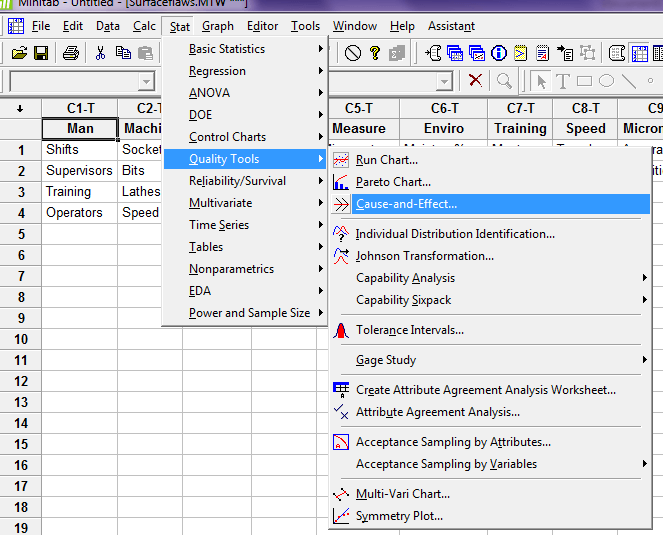
حل الف) قدم اول : از منوی file گزینه open worksheet را انتخاب کنید و فایل EXH_QC.Mtw را باز کنید.
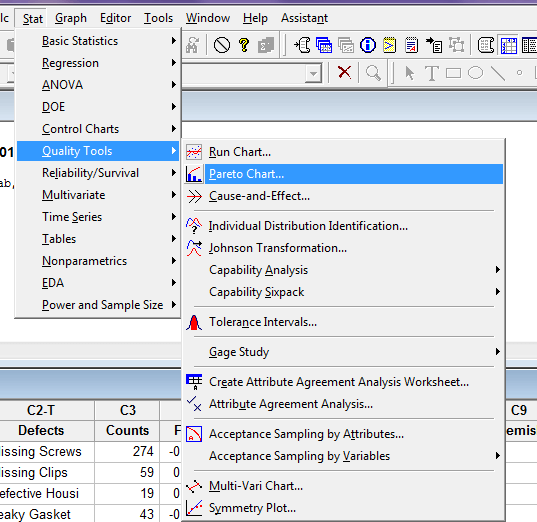
قدم دوم : از منوی Quality tools ,Stat و سپس Pareto chart را انتخاب نمایید.
قدم سوم : در صورتیکه می خواهید ببینید بیشتر خرابیها (damage) مربوط به کدام یک از عوامل است در Defects or attribute data in ستون C1 را وارد کنید.(به طور کلی در صورتیکه شما در یک ستون عوامل را وارد کردید این قسمت را انتخاب کنید و قسمت frequencies را خالی بگدارید و خود نرم افزار به صورت خودکار آنها را می شمارد.)
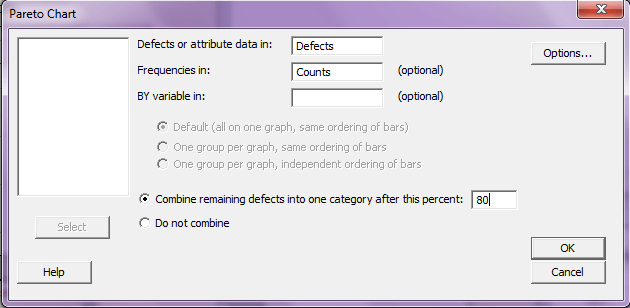
قدم چهارم : قمست combine remaining defects into one category after this percentکه به طور پیش فرض برابر ۹۵% می باشد یعنی ۵% باقیمانده عوامل را در یک ستون به نام other در نمودار پارتو نمایش می دهد.(به طور کلی مجموعه عواملی که در صد تجمعی آنها کمتر از ۵% می شود را در یک ستون نمایش میدهد.) و در صورتیکه Do Not Combine را انتخاب کنید همه ی عوامل را با همه ی درصد تجمعی هایشان نمایش میدهد.
این مقدار را بر اساس قانون پارتو به ۸۰% تغییر دهید.
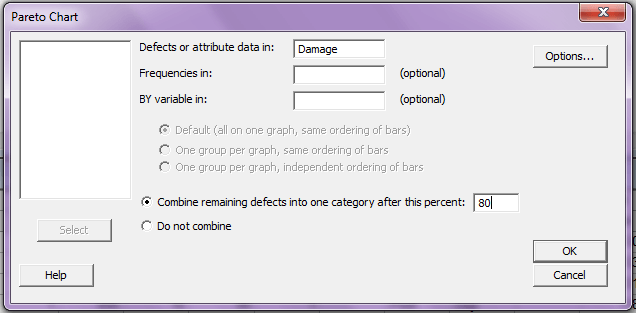
قدم پنجم : ok را بزنید.
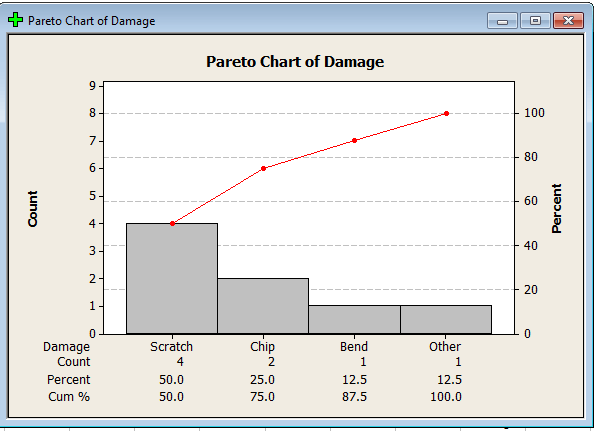
تحلیل: همانطور که می بینید بیشتر خرابی ها مربوط به خراش و پریدگی می باشد که ۷۵% مشکلات را از آن خود کرده اند.پس اگر این دو مشکل را حل کنیم ۷۵% مشکلات را حل کردیم.
حل ب) قدم اول و دوم مانند حل الف می باشد.
قدم سوم: در صورتیکه می خواهید ببینید بیشتر نقص ها مربوط به کدام نوع از نقص ها می باشد قسمت Defects or attribute data inرا انتخاب کنید و در این قسمت ستون Defects و در قسمت frequencies in ستون counts را وارد کنید. (به طور کلی در صورتی که انواع عوامل در یک ستون و فراوانی آنها در یک ستون دیگر باشد از این روش استفاده کنید)
بقیه قسمت ها مانند حل الف می باشد.
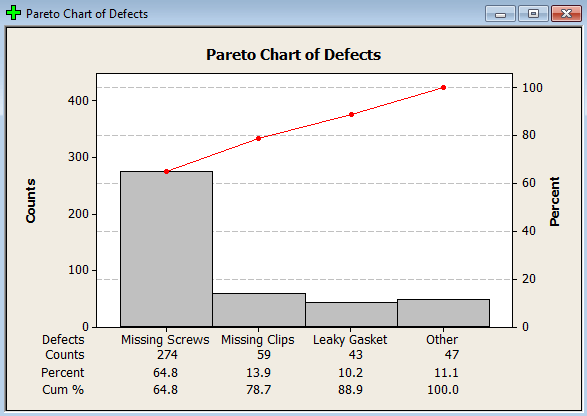
تحلیل: همانطور که می بینید بیشتر نقص ها مربوط به نبود پیچ و نبود گیره است که ۷۸% نقص ها را در برگرفته اند.پس با برطرف کردن این دو عیب ۷۸% مشکلات را برطرف کرده ایم.
نمودار پارتو در بازه های زمانی و مکانی مختلف در Minitab
مثال:فرض کنید که شما برای شرکت عروسک سازی کار می کنید.اخیراً متوجه افزایش خرابی در بازرسی نهایی به خاطر خراشیدگی ، خرابی پوست و لکه دار شدن عروسک ها شده اید.شما میخواهید بفهمید که آیا رابطه ای میان نوع و تعداد عیوب و شیفت کاری تولید عروسک وجود دارد یا خیر؟
- فایل EXH_QC.mtw را از منوی فایل و گزینه open worksheet باز کنید.
- از منوی Quality tools ،Stat و سپس Pareto chart را انتخاب نمایید
- در قسمت Defects or attribute data in ستون flaws را وارد کنید.
- در قسمت by variable in ستون period را وارد کنید.
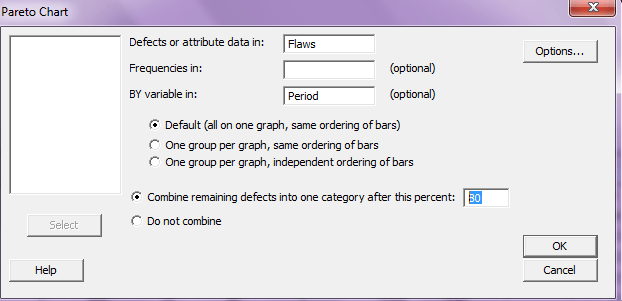
به طور کلی با این قسمت میتوان نمودار پارتو را به وسیله متغیرهای مختلف مثلاً در بازه های زمانی یا مکانی مختلف رسم کرد.
قدم پنجم :وقتی در قسمت by variable in ستونی را وارد می کنید سه گزینه ظاهر می شود:
- (Default (all on one graph same ordering of bars : کلیه نمودار های پارتو را در بازه های مختلف در یک graph نمایش می دهد.
- One group per graph same ordering of bars : هرگروه (هر متغیر ،هر بازه مختلف) در یک graph جدا گانه رسم می شود.
- One group per graph independent ordering of bars : هرگروه (هر متغیر ،هر بازه مختلف) در یک graph جدا گانه و به طوریکه از عواملی که بیشترین درصد را دارند تا کمترین نمایش داده شوند (به طور مرتب).
گزینه اول را انتخاب کنید.
قدم ششم : ok را بزنید.
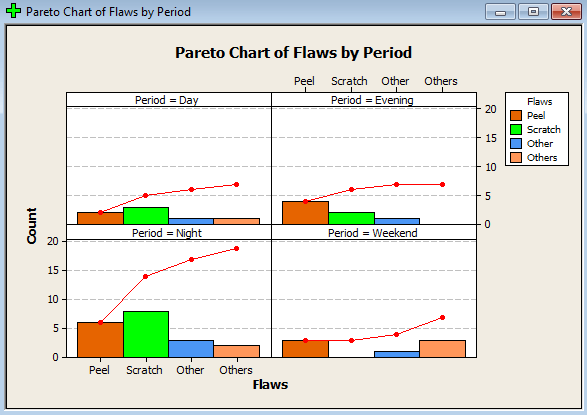
تحلیل : همان طور که از نمودار پیداست بیشترین خرابی ها مربوط به شیفت شب می باشد چون ۱۹ مورد خرابی ها به طور کلی برای شیفت شب میباشد و خرابی نوع خراش بسیار بالا می باشد.
اگر نشانگر ماوس را روی هر ستون ببرید فراوانی هر یک را نمایش میدهد مثلا فراوانی خرابی scratch در شیفت شب ۸ تا میباشد هم چنین اگر نشانگر خود را روی هر دایره قرمز یا خط فراوانی تجمعی ببرید فراوانی تجمعی هر شیفت را نمایش میدهد.
نمودار علت و معلول (استخوان ماهی ایشی کاوا):
مراحل مورد نیاز برای تهیه ی یک نمودار علت و معلول به شرح زیر است:
- مشکل یا معلولی که باید بررسی شود.
- تیمی جهت انجام تجزیه و تحلیل های مورد نیاز تشکیل دهید که در اغلب موارد تیم بهبود کیفیت علل بالقوه ایجاد مشکل را از طریق جلسات طوفان مغزی تعیین می کند.
معمولا نمودار علت و معلول بعد از نمودار پارتو می باشد اما در کل بستگی به خلاقیت مهندس کیفیت دارد.
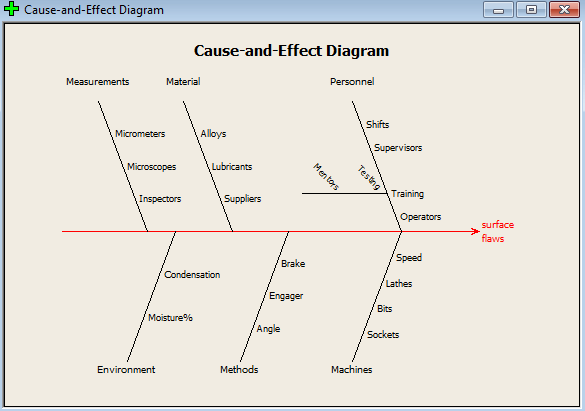
ایجاد یک نمودار استخوان ماهی در Minitab
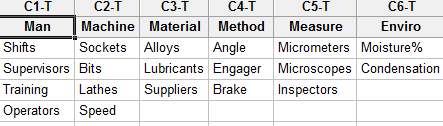
مثال:فایل surface flaws.mtw را از منوی file و گزینه open work sheet باز کنید. تا انواع عواملی که در درزهای سطحی در یک فرآیند تولیدی نقش دارند را به صورت نمودار استخوان ماهی نمایش دهیم.
قدم اول : نام هر ستون را بر اساس علت ها بنویسید.
![]()
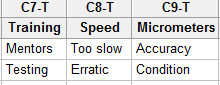
دوم: علت های فرعی هریک از علت های اصلی را در داخل همان ستون بنویسید.
قدم سوم:اگر هریک از علت های فرعی خود شامل علت های فرعی دیگری می شود باید آنها را در یک ستون جدید که نام آن ستون همان نام علت فرعی است بنویسیم.
حال مسیر زیر را دنبال کنید:
با توجه به قدم اول و دوم در ستون causes در ردیف های ۱ تا ۶ به ترتیب سلول C1 تا C6 را وارد کنید.
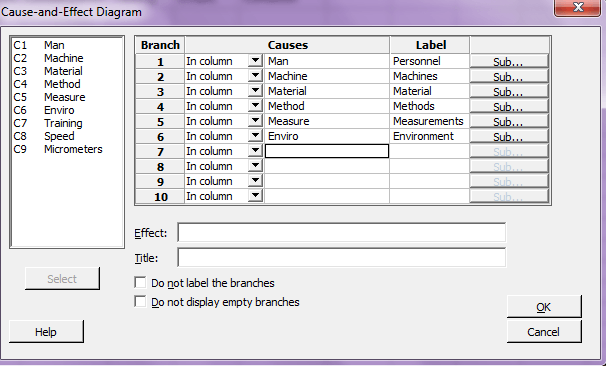
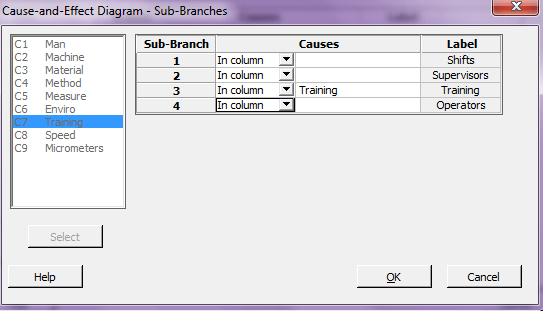
با توجه به قدم سوم برای سلول man روی sub کلیک کنید.
در ستون causes در ردیف سوم Training را وارد کرده و ok را بزنید.
در صورتیکه بخواهید نام معلول یا همان مشخصه کیفی قابل بررسی را وارد کنید در قسمت Effect این کار را انجام دهید در این مثال surface flaws را در قسمت Effect وارد کنید.
طریقه رسم نمودار پراکنش (Scatter plot) در Minitab:
مثال:فرض کنید شما مسئول کنترل کیفیت یک فروشگاه کتاب هستید که سفارشات را به صورت تلفنی دریافت و ارسال می کند.چون هر مرکز ارسال یک محدوده ی توزیع منطقه ای کوچک را در بر میگیرد.
شما شک دارید که فاصله ی محل تحویل نمی تواند به طور زیادی روی زمان تحویل تاثیر گذار باشد .برای اثباط چنین سوء ظنی و از میان برداشتن فاصله به عنوان یک عامل بسیار مهم ، به بررسی رابطه بین زما ن تحویل و فاصله آن می پردازید.
قدم اول : از منوی File گزینه open worksheet را انتخاب کنید و از پوشه ی Meet mini tab فایل Shipping data را انتخاب کنید.
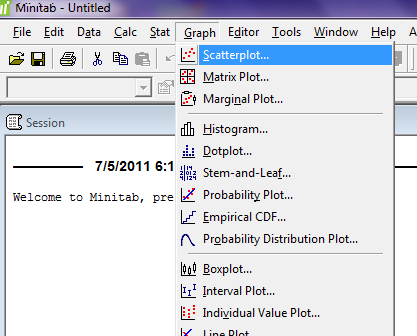
قدم دوم : از منوی Graph گزینه ی Scatter plot را انتخاب کنید.
Simple : بررسی رابطه ی بین x(متغیر مستقل) و y(متغیر وابسته)
With groups: بررسی رابطه ی بین j=1,2,…,n ، xj و y
With regression: بررسی رابطه ی بین x و y همراه با ترسیم خط رگرسیون
With regression and groups : بررسی رابطه ی بین xjها و y همراه با ترسیم خط رگرسیون خطی برای هریک از xjها
With connect line: بررسی رابطه ی بین x و y همراه با ترسیم خطوط واصل بین مشاهدات
With connect and groups: بررسی رابطه بین xj ها و y همراه با ترسیم خطوط واصل بین مشاهدات هر متغیر x.
قدم سوم:نوع with regression را انتخاب کنید.
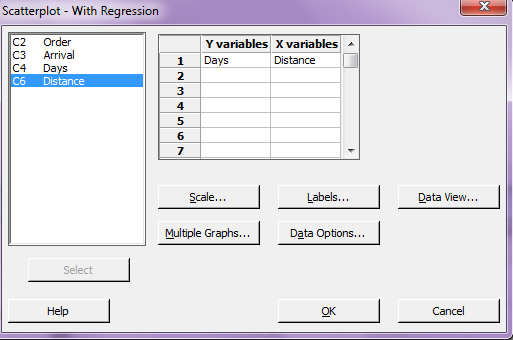
قدم چهارم: در قسمت y variables متغیر وابسته یعنی ستونDays و در قسمت X variables متغیر مستقل distance را وارد کنید.
در صورتیکه از قبل پی به نوع معادله خط رگرسیون (خطی، غیر خطی) بین دو متغیر X و Y بردید میتوانید در قسمت Model order , Regresion , Data view نوع خط رگرسیون را تعیین کنید.
قدم پنجم: OK را بزنید.
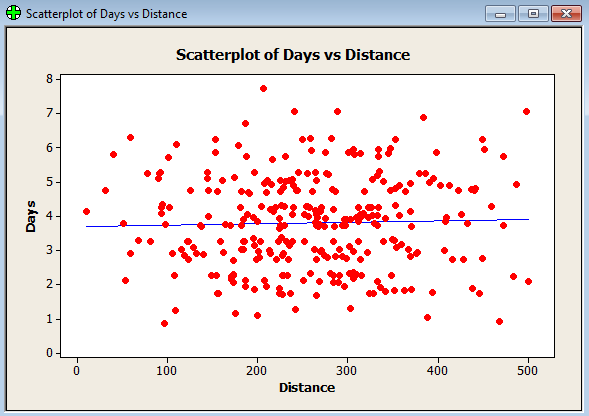
تحلیل:همان طور که از نمودار پیداست رابطه ی مثبت ضعیف بین فاصله و زمان تحویل وجود دارد.
پیدا کردن ضریب همبستگی (correlation) در Minitab:
در ادامه آموزش SPC در مینی تب در قدم اول : مسیر زیر را دنبال کنید:
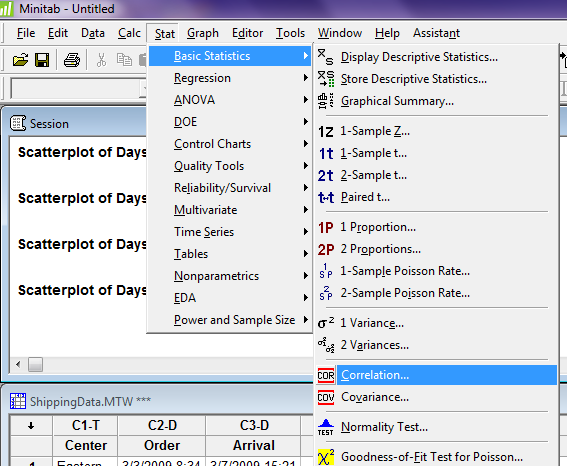
قدم دوم: در قسمت Variables ستون هایی که میخواهید ضریب همبستگی آن را ببینید وارد کنید .)دراین مثال C4 و C6 را وارد کنید(.خروجی در صفحه Session نمایش داده می شود.
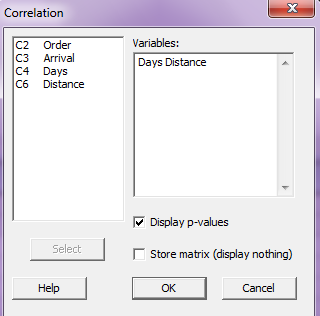
در صورتیکه گزینه Display p-values فعال باشد علاوه بر اینکه ضریب همبستگی بین دو متغیر در صفحه session نمایش داده میشود P-Value مربوط به آزمون فرض اینکه آیا ρ برابر صفر است یا خیر, نمایش داده میشود, در صورتیکه P-Value بیش تر از ۰.۰۵ باشد, یعنی ρ برابر صفر می باشد و هیچ رابطه ای بین X و Y وجود ندارد.
قدم سوم:ok را بزنید.
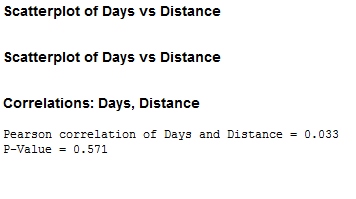
تحلیل: همانطور که مشاهده می کنید مقدار P-Value برابر ۰.۵ شده روز و فاصله تحویلهیچ رابطه ای وجود ندارد و ضریب همبستگی نیز برابر ۰.۰۳۳ شده که بیانگر یک رابطه مثبت خیلی ضعیف می باشد و نکته بالا را تایید می کند.
α بزرگتر از p-value در پیش فرض برنامه برابر ۰.۰۵ می باشد و در صورتیکه I خطای نوع α شود فرض H0 پذیرفته می شود.
در مقاله های بعدی در وبلاگ صنایع سافت به ادامه اموزش نرم افزار مینی تب در خصوص دیگر ابزارهای مورد استفاده در کنترل فرایند آماری(SPC) میپردازیم.
امیدواریم از این مقاله که درباره کنترل فرایند آماری در نرم افزار مینی تب در سایت صنایع سافت بود لذت برده باشید. هر سوال و نظری دارید برای ما کامنت بذارید، کمتر از یک روز پاسخ داده میشه 😉


خیلی ممنون از لطفتون، عالی بود، خیلی کمکم کرد